
台灣大昌華嘉編譯
針對工業4.0生產環境進行了優化設計,幾乎沒有其他機器設計可以比Höfler Speed Viper圓柱齒輪創成研磨機更好地實現大規模生產中的高性能研磨。它不僅贏得了業界的信任,而且還獲得了iF設計獎。 Klingelnberg現在已將這個成功的平台進一步發展,其新功能著重於變速箱的噪音性能並延長了砂輪的使用壽命。

最高的生產率,可靠的製程和易操作性是生產系統成功的關鍵。 對於齒輪製造而言尤其如此,在齒輪製造中,不僅可測量的幾何形狀起著重要的作用,而且諸如噪音感知(noise perception)之類的柔和因素也起著重要的作用。 因此,除了熱處理硬化變形之外,許多齒輪專家還每天都在為噪音學工程師在變速箱中發現的更高諧波(harmonic)和幽靈階(ghost order)而苦苦掙扎。 當他們設法取得良好的技術成果時,他們發現自己面臨下一個障礙:成本壓力。
♦ 虛實整合生產系統 A Cyber-Physical Production System
借助Speed Viper系列, Klingelnberg提出了一種創新的概念,該概念已嵌入虛實整合生產系統(cyber-physical production system)中。 系統的完全數位化可為開發和生產過程的每個步驟提供數位影像。 從齒輪設計階段開始,這消除了進行昂貴重工(rework)的需要,並創造了完全的透明度。 為了開發高性能齒輪,儘管存在溫度和載荷引起的變形,但仍通過齒面修整來確保在所有工作條件下均具有良好的噪音性能和較高的承載能力。 這些齒面修整是基於功能方面進行的。 如何在現有機器上使用可用工具來實現這一目標,是生產中面臨的眾多挑戰之一。
虛實整合生產系統的雙重性在這方面有所幫助。 Gear Designer軟體檢查是否可以經濟有效地製造所需求的,幾何上理想的齒面形式。基於製造模擬和生產過程中的自由度,它可以計算出可以實際製造的齒面修正量。當然,此計算出的修改量與原始所需的修改量之間會有差異。 Gear Designer軟體的優勢在於,它可以向設計工程師提前顯示一切,而這些一切勢必會在生產後期出現。代替了冗長,耗時且昂貴的原型階段,可以在設計階段提前分析和優化齒輪。在開發階段的最後,是齒輪的數位化雙胞(digital twin of a toothed gear,),它將能夠以這種精確的形式作為實際組件製造。歡迎來到虛實整合生產的世界!

圖1:Klingelnberg的虛實整合生產系統
該原理的另一個優點是,基於常規圓柱齒輪測量的測量數據確定生產偏差(pure production deviation)。 此一項目,Gear Corrector程式就可以透過計算機器運動或修砂過程(如果需要)的校正設置值來自動消除生產偏差。 結果是一個用於生產的閉迴路(可自動將生產偏差最小化)和一個用於開發進化的閉迴路(可產生齒面修改),這些設計的主旨在於簡化製造和滿足應用要求。
現在,每個人都知道,即使具有精確的齒輪幾何形狀,對噪音感知(noise perception)也要遵循不同的規則。齒輪製造得越精確,頻譜中的各個階序(order)就越突出。 因此,答案是生產品質較差的齒輪嗎? 這肯定會改變噪音感知(noise perception) - 但是否採用正確的方法仍令人懷疑。 儘管如此,對精度的任何考慮還必須包括技術上和經濟上可行的生產公差考量。
QSS – Quiet Surface Shifting 安靜的表面移位
僅依靠階次頻譜(order spectrum)來評估齒輪的噪音行為是遠遠不夠的。 尖銳度(sharpness)和音調(tonality)的感知聲學(Psychoacoustics)參數在很大程度上受齒面粗糙度的影響 - 可以使用Klingelnberg的QSS方法有針對性地對其進行調節。
♦ 粗糙度Made-to-Order:QSS –安靜的表面移位 (Quiet Surface Shifting)
到目前為止,齒的幾何形狀一直是設計注意的重點:模擬程序可以預測齒輪的旋轉運動傳遞到另一齒輪的確切方式。 儘管現在在感知聲學(Psychoacoustics)中使用諸如音量,尖銳度,音調,粗糙度,波動強度等實用參數來定義傳輸的噪音,但當今許多專家在評估噪音行為時仍依賴於階次頻譜(order spectrum)。 為此,透過傅立葉轉換把來自無旋轉誤差傳動(rotational error-free transmission)的偏差轉換為階次頻譜。 在此,第一階(first order)即對應於待評估齒輪的一個旋轉頻率。 因此,頻譜的階數將僅僅由齒數及其倍數組成,前提是所有齒都具有相同的幾何形狀並且沒有跳動偏差(runout deviation)。
圖2顯示這樣一個範例:齒輪具有15個相同的齒,並且沒有跳動偏擺。 因此,階數頻譜顯示了15階及其倍數。這些階次的幅度取決於傳輸誤差的分佈。
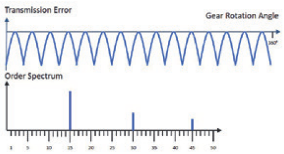
圖2:同一個齒上的傳動誤差和階次頻譜
迄今為止,在分析中一直被忽略的一個方面是齒腹的表面品質。不同的粗糙度特性如何影響階次頻譜? 在沒有就是否應該將粗糙度解釋為”齒面的幾何變化”還是僅將其解釋為”表面精度”的爭論情況下,粗糙度的特徵在於齒接觸的行為略有改變,也因此存在不同的傳輸誤差 。
這種效果在圖3中得到了證明:原始的高諧波階次(higher-harmonic orders)幅度已經變得略小,並且階次頻譜表現出所謂的”幽靈階” (ghost orders)。 顧名思義,幽靈階是無法被齒數整除的階次。以前僅在高諧波階次中的能量,現在已分佈在數個階次上。 這就是為什麼噪音感知(noise perception)會改變的原因,因為感知高諧波階次的方式會受到幽靈階數的影響。 這種效果表現為尖銳度和音調改善的”感知聲學(Psychoacoustics)”特徵。

圖3:帶有幽靈階次的階次頻譜
那麼,如何在齒面實現粗糙度特性的隨機變化呢? 答案在於修砂過程。 齒面的粗糙度取決於創成砂輪(grinding worm)的特性,而創成砂輪的特性會受到修砂過程影響。 透過改變修砂輪和創成砂輪之間的速比,可以調節沿創成砂輪軸向膨脹的特性。
在Speed Viper齒研機上,修砂輪與創成砂輪之間的速比變化,並不僅僅透過調節修砂輪的速度來實現,而是透過調節移動速度來實現。當然,為了獲得正確輪廓的創成砂輪,必須根據轉移位置(shift position)將其旋轉角度作為變數進行控制。以此方式可以實現對創成砂輪特性的調節。在機器的控制單元中,實現了創成砂輪移轉位置和旋轉角度之間的固定運動學聯接(link up)。運動學聯接的準確性始終受到限制。乍看之下,這似乎是不利的 - 但仔細研究後,發現它本身就是該方法的另一個優點。由於這樣的事實,即使是運動學聯結中最小的誤差(smallest inaccuracies)也會產生極微小的幾何誤差(geometrical error),這些誤差會沿著創成砂輪分佈。結果,讓每個齒看起來略有差異,齒的網格(mesh)也不再完全相同。因此,傳輸誤差具有極小的變化。這對噪音感知(noise perception)有積極影響。
結果如圖4所示:高諧波階次的邊帶(sidebands)是由較小的幾何誤差產生的。 低於第一個齒網格階次(tooth-mesh order)也會發生,否則它們是由偏擺引起的。 尖銳度和音調的感知聲學(Psychoacoustics)參數降低,Klingelnberg將此方法命名為QSS - 安靜的表面平移(Quiet Surface Shifting)。 儘管純物理音場(purely sound field)參數僅發生可忽略的變化,人類對聲音的感知仍然明顯。 但是,QSS產生的不準確並非偶然的結果。相反地,它們是可以有針對性地用於改善噪音感知(noise preception)的措施。
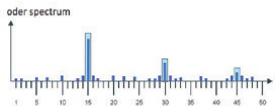
圖4:粗糙度經過調整且齒腹拓譜變化最小化的階次頻譜
將移位策略更改為”自適應移位”可將刀具成本降低18%以上
♦ 自適應移位Adaptive Shifting
自適應移位Adaptive Shifting的概念改變了移位比(shift ratio)和移位跳動(shift jump),自始至終維持相同的技術參數,而與砂輪磨耗無關。 Klingelnberg引入了嚙合密度(mesh density)作為關鍵參數。 (請參閱下方的公式。)

♦ 自適應移位使刀具使用壽命更長 Adaptive Shifting Makes the Tool Last Longer
此處介紹的Klingelnberg創成研磨的第三項特性主要在降低刀具成本。移位策略(shifting strategy)通常目的在確保以最小的砂輪直徑進行研磨的製程可靠性。這種固定的移位策略還用於新的、初使用的創成砂輪。 圖5a和5b說明了單螺紋創成砂輪的情況。移位(shifting)分為兩類:移位比(shift ratio)和移位跳動(shift jump)。 然而,隨著位移跳動,創成砂輪在下一個零件之前以一定的傳動比軸向移位特定的量,隨著工件的每旋轉一圈,創成砂輪不斷地移位。
 圖5 a:創成砂輪上的齒型生成區 |
.png) 圖5b:研磨紋理和移位跳動 |
創成砂輪的輪廓線定義區域的軸向長度lp與直徑無關,但其展開長度並非如此。 紅色顯示的線(請參見圖5 b)指示在齒輪加工過程中哪些磨料顆粒處於活動狀態。 在展開圖中,線的長度越大且傾斜角度越平坦,則反映出較大的移位比。 透過移位跳動,連續研磨的齒輪線相互平行移動。
自適應移位的思想透過始終提供相同的技術參數來改變移位比和移位跳動。 Klingelnberg介紹了嚙合密度(meshing density)作為關鍵參數。 移位比是自適應移位原理的一個很好的例子:移位比Sv是工件每轉一圈的移位距離。 移位比Sv被轉換為Sw是刀具每轉一圈的移位距離。 基於此,可以確定每次刀具旋轉的螺旋距離。 嚙合密度(meshing density)則是每次刀具旋轉的螺旋距離的倒數。
因此,嚙合密度d表示磨粒的齒腹每毫米長度上的磨料顆粒負載有多高。假定恆定的嚙合密度d用於自適應移位。 嚙合密度d是根據最小創成砂輪直徑Dmin下已證明的位移比Sv計算得出的。 然後使用指定公式計算給定嚙合密度d的位移比Sv(D)。
這到底能實現什麼? 舉例說明創成砂輪使用壽命的實際改善程度(見表1):如果創成砂輪保持在80個工件搭配移位比Sv=0.3後進行修砂,則現在可以移位比Sv = 0.205搭配一恆定嚙合密度用於最大直徑的創成砂輪。對於相應的移位比,新的移位比將需要修砂過程之前的加工零件數量從80增加到117。 整個砂輪使用壽命平均為98個,一個砂輪可以研磨的零件數量得到了改善。
如果使用0.25 mm的修砂量,則本範例中的創成砂輪總共可以使用196次。 因此,透過自適應移位,刀具成本降低了18%以上(見表2),絕對不涉及技術風險。 另外,由於修砂頻率從一開始就顯著降低,因此平均減少了處理時間。
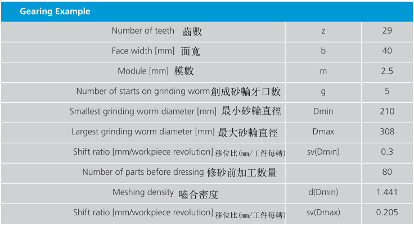
表1:刀具使用壽命的計算範例

表2:恆定與自適應移位
♦ 眾多優勢中的三大優勢 Three Advantages out of Many
此處提出的Speed Viper概念的特殊功能可為起初提到的挑戰提供最大的支持,以實現日常生產中的最大生產力,可靠的製程和易於操作的挑戰。 Speed Viper系列的所有功能均旨在工業4.0環境下實現批量生產中的大批量研磨,並著重於成本效益。
重點摘要 HIGHLIGHTS IN BRIEF
Speed Viper系列的三大亮點:
l Speed Viper平台嵌入在虛實整合生產系統中,可為生產和開發提供閉迴路系統。
l 透過QSS –安靜的表面移位–可以調整齒腹的粗糙度,以實現良好的噪音表現。
l 透過自適應移位,Klingelnberg延長了砂輪的使用壽命,並增加了可研磨的工件數量。
詳情請參考以下原廠 Speed Viper 影片
了解更多相關資訊
