
Klingelnberg---MODIFIED CROWNING
當具有相同額定功率的電動馬達取代內燃機時,車軸驅動會發生什麼變化?乍一看,沒什麼。 然而,電動車的引擎管理需要非常不同的傳動系統和變速箱規格。.jpg)
| 齒輪參數 | .jpg) |
|
| 齒數 | 13:38 | |
| 外節距直徑 | 300mm | |
|
準雙曲面偏移
|
30mm | |
| 面寬 | 52,5mm/47,7mm | |
| 平均螺旋角 | 45,45゚/33,0゚ | |
| 刀具直徑 | 7,5Inch | |
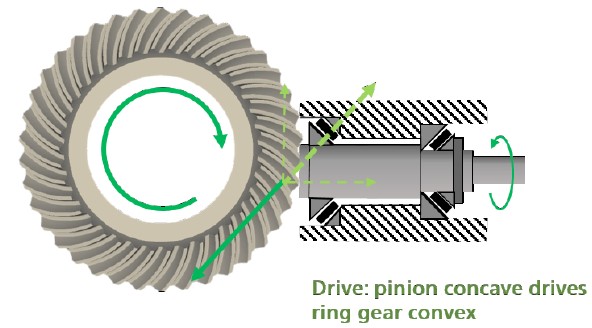 驅動面:小齒輪凹面驅動齒圈凸面 |
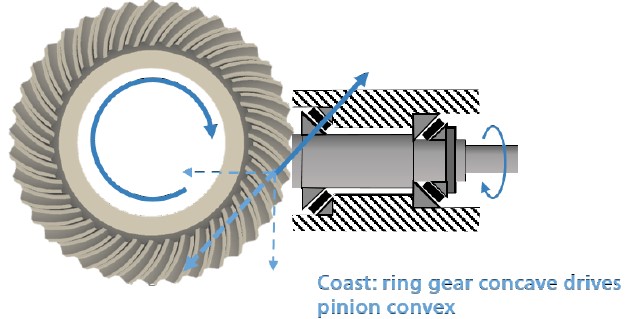 被驅動面: 齒圈凹面驅動小齒輪凸面 |
|
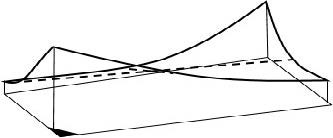
圖1:驅動和滑行的齒輪數據和齒力
改變電動車驅動軸要求的根本原因是車載能量含量非常低。 一個 80 升的柴油箱提供 784 千瓦時的能量, 而重量為 500 公斤的鋰離子電池提供 75 千瓦時的能 量,其中只有55千瓦時可用。這需要非常經濟地使用能源。引擎不是在煞車過程中將車輛的動能轉化為熱量,而是當作發電機來運行。對總重2.5噸的車輛煞車功率高達250千瓦; 較重的車輛需要更多的煞車力。
齒力使齒輪變形
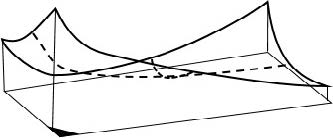
這就是為電動車輛設計準雙曲面齒輪組的任務。過去,我們只關注驅動面。然而,現在由於回收/恢復過程中(recuperation)的煞車扭矩很高,我們必須特別注意被驅動面。 圖 1 顯示了齒力對準雙曲面齒輪的影響。 為了更好地觀察齒力,在底部的兩個圖中未顯示小齒輪齒冠。作用在齒圈上的力量用實線箭頭表示,作用在小齒輪上的反作用力用虛線箭頭表示。對於驅動面,小齒輪凹面齒腹推動齒圈凸面齒腹。 由引擎的驅動扭矩產生的小齒輪齒的法向力被相同大小的齒圈齒的反作用力抵消。 作用在小齒輪上的力 可分為兩個方向:軸向方向,將小齒輪推向小齒輪頭後面的圓錐滾子軸承中,以及垂直方向,抵抗小齒輪的軸向偏移。這是一種良性載荷情況,因為軸承和軸承座的有限剛性會使小齒輪遠離齒輪箱中心,並增加背隙和齒頂/齒底間隙。 此外,遠離齒輪中心的小齒輪 軸的軸向剛性遠大於其他方向的軸向剛性(圖 1 右邊 )。
在被驅動面的情況下,齒力會將小齒輪推向齒輪箱中。 在這裡,除了增加軸偏移外,圖 1 的小齒輪被拉到 左側進入齒輪。Ð'd圖 2 顯示了由扭矩產生的Ease-Off和位移以及相關的 結果承載圖。 在驅動面 1,000 Nm時,小齒輪的負載 引起的位移為 ∆V= -0.2 mm 和 ∆H= +0.29 mm。 由於軸向驅動器在負 ΔH方向的軸向剛度較低,因此 計算出的小齒輪在 500 Nm 處的被驅動面位移為 ΔV= +0.16 mm 和 ΔH= -0.35 mm。
.jpg)
圖 2:Ease-Off、位移和負載接觸模式
用於高煞車扭矩的新齒面修整
被驅動面的 500 Nm 負載仍然不重要。 但是,當以高煞車力進行回收/恢復時,會出現明顯更高的扭矩。 在 250 kW 的煞車功率和 70 km/h 的速度下, 我們範例中小齒輪的最終扭矩為 1,500 Nm。 對於這種齒輪箱設計,位移為 ∆V = +0.3 mm 和∆H = -1.02 mm。 在這裡,我們有我們的關鍵案例。 齒隙將顯著降低,齒頂/齒底間隙也會產生相同的效果。 在最壞的情況下,這可能會導致齒輪卡住。為了避免這種情況,我們需要相當大的增加齒隙,並增加齒輪尺寸中的齒根係數。
從圖 3 中可以立即看出,被驅動面的負載接觸模式是明顯 的邊緣接觸,在根部的大端(heel)附近的最大壓力接近 1,300 MPa。齒面的形狀顯然不適合確保高負載和相關 位移的合理齒接觸。
↓圖 3:1,500 Nm 扭矩下的負載接觸模式
.jpg)
成形齒圈上的修正齒拓撲圖
許多年前,Klingelnberg 開發了"修整削鼓形"(Modified Crowning)原理來 執行"削端加工"(end relief)。齒面形狀 修整可以應用於更高階的雙重 運動,如修正滾動 (Modified Rolled) 和 螺旋運動(Helical Motion),但效果或多或少地 穿過齒腹對角線。垂直於齒根的縱向修正僅適用於使用"修整削鼓形"(Modified Crowning)方法的非創成齒圈 (non-generated ring gear)。"修整削鼓形"(Modified Crowning)可以應用於面滾和面銑。 為便於理解, 以面銑為例對"修整削鼓形"(Modified Crowning)進行了說明。非創成齒圈的齒隙形狀是切削刀具(在本例中為砂輪)的精確複製。工件與刀具的相對位置由四個參數描述,即所謂的切入位置,如圖4.1和4.2所示。這四個參數是進給位置 X、徑向距離 S、將徑向距離軸從繪 圖平面轉出的搖架角 q 和底角 。當用未修改的切入位置加工 齒輪並隨後使用修改後的切入位置加工時,我們得到了在面寬度方向上具有尖銳扭結的齒面形狀修改,如圖 5 右上位置 所示。"修整削鼓形"(Modified Crowning) 現在通過平滑的 加工運動將修改後的切入位置與許多中間切入位置連接起來。這允許原始齒腹和所需的"削端加工"(end relief)平滑 過渡,如圖 5 右下位置所示。Ð'd此範例顯示了齒圈大端(heel)的"削端加工"(end relief)。但 同樣可以在齒輪的小端(toe)應用"削端加工"(end relief)。 這是用於設計由電動馬達驅動的準雙曲面軸的"修整削鼓形"(Modified Crowning)的基本特徵。
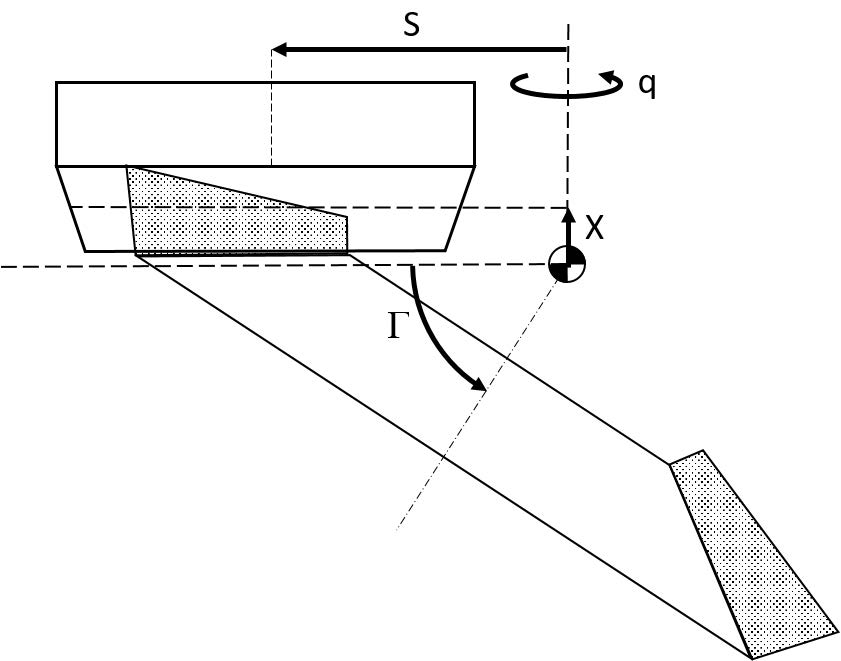
圖 4.1:插入位置
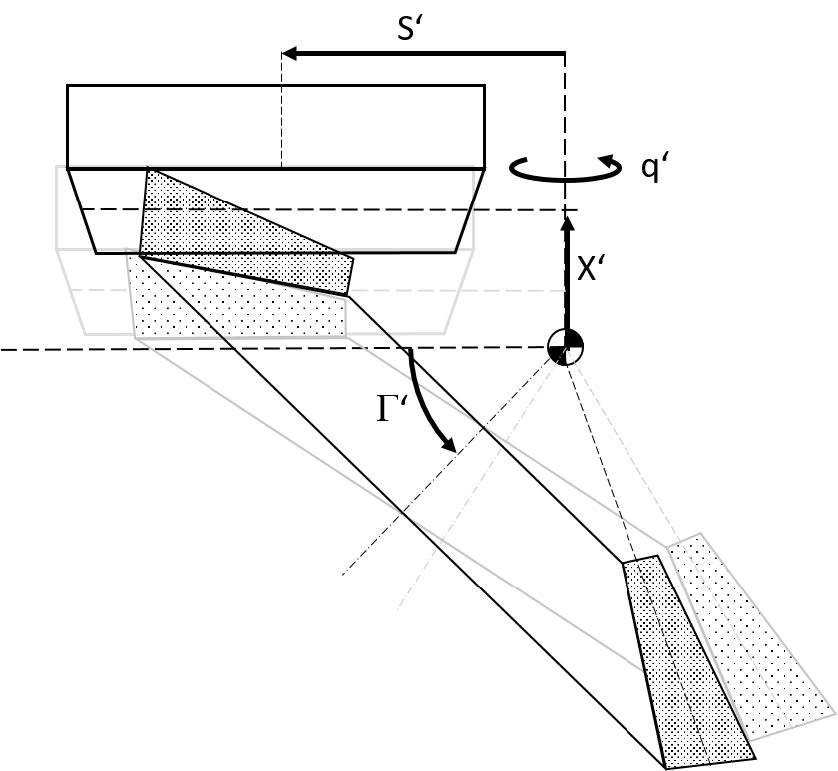
圖 4.2:修改的插入位置
.jpg)
圖 5:通過平滑加工運動連接的多個中間切入位置的影響
"削端加工"(end relief)將有助於避免在恢復/回收模式下 因過度位移而 導致齒根-小端(root-toe)區域的邊緣接觸
齒圈上的組合式"削端加工"與小齒輪上的扭轉
如圖 3 所示,需要對齒面形狀進行修改,以將接觸模式 更靠近齒輪齒面的頂端,並限制負載接觸面的尺寸,以避免邊緣接觸。不用說,對於空載條件,齒接觸必須合適,傳動誤差應盡可能小。圖 6 顯示了 Ease-Off 開發的過程。 在第一步中,使用 Modified Motion 將大的縱向扭曲施加到小齒輪齒腹,例如 修正滾動 和螺旋運動。目標是將承載模式從齒圈的齒根 移動到齒的中心。接下來,在齒輪的小端使用"削端加工" (end relief) 搭配"修整削鼓形"(Modified Crowning)。 最後一步是對齊螺旋角和壓力角,將未加載的接觸放置在靠近齒頂的大端附近。
當執行這些步驟時,我們最終得到一個Ease-Off顯示非常低的卸載傳輸錯誤和加載的接觸模式,沒有邊緣接觸。
.jpg) |
滑行側最初的Ease-Off |
 |
透過修整的滾動和螺旋運動引入扭曲 |
 |
在小端凹側使用"削端加工"搭配修整的削鼓型 |
 |
為無負載接觸模式小端-大端調整螺旋和壓力角 |
圖 6 :Ease-Off 開發的過程
↓圖 7:最佳化準雙曲面齒輪組的電動驅動軸 KIMoS 結果
.jpg)
問題解決
圖 7 顯示了使用 Klingelnberg KIMoS軟體完成的最佳化 結果。Klingelnberg銑床和磨床能夠使用面滾或面銑加工傘齒輪,或使用這些機床設置使用面銑研磨傘齒輪。
儘管 Ease-Off 乍一看非常不尋常,但這些齒腹形狀修改 提供了我們設計任務所需的所有特徵。驅動面和被驅動面的空載傳輸誤差均低於 25 µrad,空載接觸模式很好地 定位在齒腹上。儘管被驅動面有巨大的位移,但齒面的負載接觸模式顯然受到限制。此外,最大壓力在點蝕損壞的非臨界範圍內。
"修整削鼓形"(Modified Crowning) 是基於 1994 年的一個想法。它是一種 立即適用的方法,可以與 Modified Motion 結合使用,對傘齒輪和準雙曲面齒輪 應用齒面形狀修改,以處理迄今為止不相關的位移。特別是,對於在被驅動面產生高負載的電力驅動,"修整削鼓形"(Modified Crowning) 和 Modified Motion 為高效齒輪 設計打開了大門。
總結
- 電力驅動器恢復/回收期間的高煞車扭矩給被驅動面施加了相當大的負載。
- 小齒輪的軸承和軸驅動器的外殼沒有對此不對中(misalignment)設計進行最佳化。
- 為了在這些條件下獲得可用的承載齒接觸,需要一種新型的齒面修改,其Ease-Off對現有的不對 中(misalignment)極其不敏感。
- 齒圈"削端加工" (end relief) 和小齒輪扭曲的相互作用為改善成形準雙曲面齒輪組 (formed hypoid gear set) 的滑行操作創造了新的機會。
點我洽詢
點我看相關設備 → Klingelnberg G35 傘齒輪磨齒機 ,Klingelnberg P Machine 齒輪檢驗機