
Klingelnberg 磨齒的砂輪修整技術新動態
.png)
只有在砂輪修整過程高度精準的情況下,才能充分展示磨齒機的柔性。
要讓磨削過程經濟實用,去除率就要高,其風險就是修整出錯,導致砂輪出現明顯磨損。但可通過Klingelnberg修整輪接觸控制解決此問題。
兩個相矛盾的目標:保證砂輪修形的高精度,同時保證砂輪修整參數經濟效益盡可能大。
要讓磨削過程經濟實用,去除率就要高,其風險就是修整出錯,導致砂輪出現明顯磨損。但可通過Klingelnberg修整輪接觸控制解決此問題。
兩個相矛盾的目標:保證砂輪修形的高精度,同時保證砂輪修整參數經濟效益盡可能大。
.png)
圖1:修整參數、修整輪路徑以及砂輪目標廓形一覽
對磨齒機而言,砂輪整形功能是必不可少的。這種所謂的修整,對磨損的表面進行磨削,修整砂輪形狀。該步驟使用金剛石塗層的修整工具完成。機床通過控制修整工具和砂輪的運動來修整形狀。
修整過程
我們使用杯型砂輪磨削錐齒輪。修整工具是有金剛石塗層、帶外圓角的圓盤。砂輪的修形就是用修整工具的外圓來完成的.png)
圖2:修整工具和砂輪
每次修整都會縮短砂輪的長度,也就是所謂的修整量。在砂輪整個使用壽命中,砂輪的內外徑都不會發生改變。修整量必須足夠大,確保一個修整循環後砂輪修整的形狀無誤。
但這裡存在問題!
如果修整量太小,砂輪修整的形狀就會出現問題。而如果修整量太大,修整工具會過度磨損,砂輪的使用壽命也會降低。
如果修整量太小,砂輪修整的形狀就會出現問題。而如果修整量太大,修整工具會過度磨損,砂輪的使用壽命也會降低。
傘齒輪磨削面臨的挑戰
乍一看這個問題,似乎並不復雜。但當我們深入研究時,發現在錐齒輪磨削砂輪的典型形狀上存在挑戰。其齒長鼓形要求砂輪傾斜,這導致砂輪外輪廓壓力角明顯比內輪廓壓力角小。
這樣外輪廓砂輪去除量要比內輪廓去除量小很多。
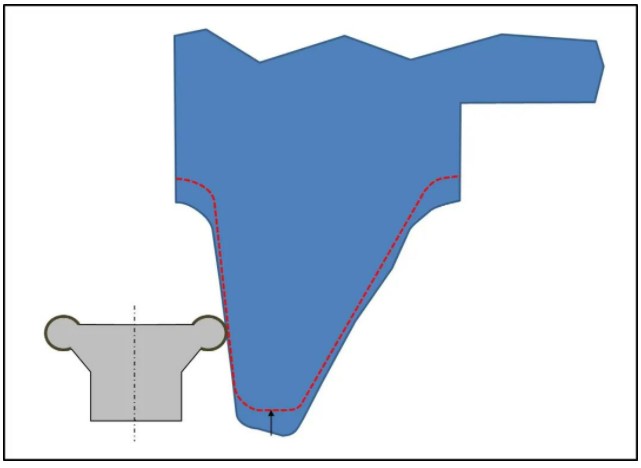
圖3:砂輪典型的修整前後展示
經驗豐富的操作者會設定修整量,控制砂輪外側修整量在合理範圍。
典型的情況是,砂輪外側壓力角為10°,內側壓力角為30°,修整量為0.1mm的話,外側只有0.017mm的修整量,而內側卻有0.058mm修整量。除非砂輪磨損量明顯低於0.017mm,才能確保磨削過程的安全。
否則,修整量必須相應增加,比如增加到0.15mm。這是為了確保安全,但是,砂輪使用壽命將會降低30%。
這是Klingelnberg創新的初衷,叫做修整輪接觸控制。
現在所有的Klingelnberg 傘齒輪G系列磨齒機都在修整主軸集成了聲學傳感器。
現在所有的Klingelnberg 傘齒輪G系列磨齒機都在修整主軸集成了聲學傳感器。
這個傳感器檢查在砂輪修整時修整輪與砂輪之間是否有真實的接觸。可以在控制器實時展示的修整路徑上用藍色條表示。如果沒有接觸,機床軟件就會重複修整工作。
結合聲學傳感器和KOP-G軟件,有如下優勢:
- 無論修整量如何,總能保證砂輪的正確形狀。
- 當齒輪磨削的餘量大或熱處理變形大時,都會造成砂輪過度磨損,於是進入下一輪修整循環,直至砂輪形狀無誤。
- 新砂輪修形中,砂輪形狀一旦達標,修整循環會立刻停止。
.png)
圖4:工作間的情況和操作面板顯示器的實時顯示
結論
1)過程穩定性要求砂輪廓形正確,而經濟實用的磨削要求高去除率。2)過去通過增加修整量來保證砂輪輪廓正確。
3)修整輪接觸控制(DCC)允許在保證高精度砂輪廓形的情況下,延長刀具壽命、降低刀具費用。
點我洽詢
點我看相關設備 → Klingelnberg G35 傘齒輪磨齒機 ,Klingelnberg P Machine 齒輪檢驗機