





“Simplified with Passion” - 正如這句箴言所述,Klingelnberg旨在打造化繁為簡,非傳統化的解決方案來應對高科技的挑戰 。我們的技術工程師和專家團隊努力讓這一概念具象化。 始終致力於保證以應用為導向的,高技術標準的,且操作簡單的的機床理念。因此,Oerlikon(奧利康)傘齒輪切齒機基於既定的開發理念,並不斷進一步發展。
| Oerlikon C系列 型號 |
工件直徑(最大) /連續分度 |
工件直徑(最大) /單分度 |
電子型錄 下載按鈕 |
| C15 | Ø 150 mm | Ø 200 mm | C15 |
| C27 | Ø 270 mm | Ø 270 mm | C27 |
| C30 | Ø 280 mm | Ø 280 mm | C30 |
| C50 | Ø 500 mm | Ø 500 mm | C50 |
| C60 | Ø 630 mm | Ø 630 mm | C60 |
| C40U | Ø 400 mm | Ø 425 mm | C40U |
| C60U | Ø 600 mm | Ø 600 mm | C60U |
| C100U | Ø 1,000 mm | Ø 1,000 mm | C100U |
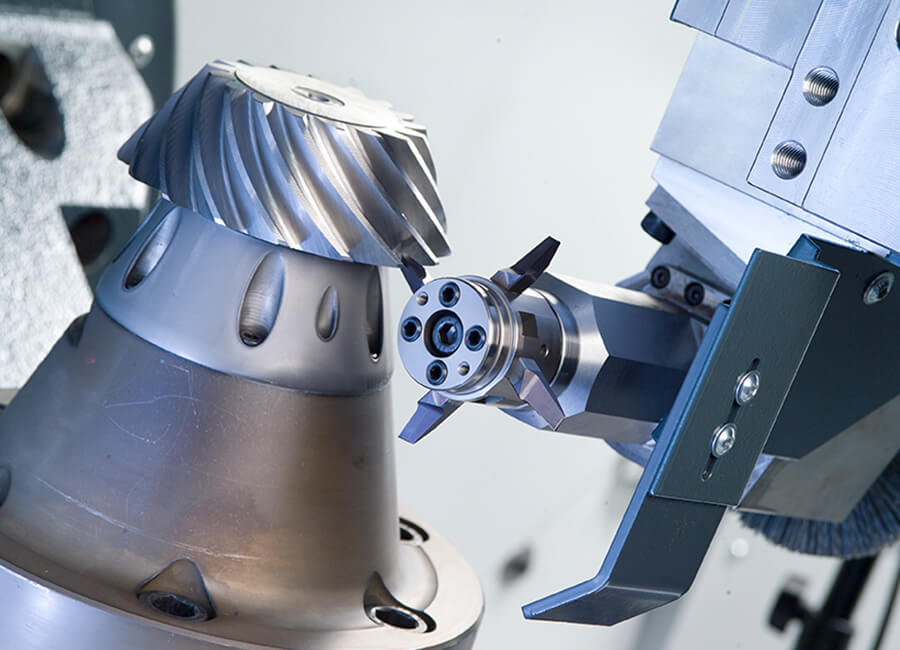
OERLIKON C 30 產品介紹
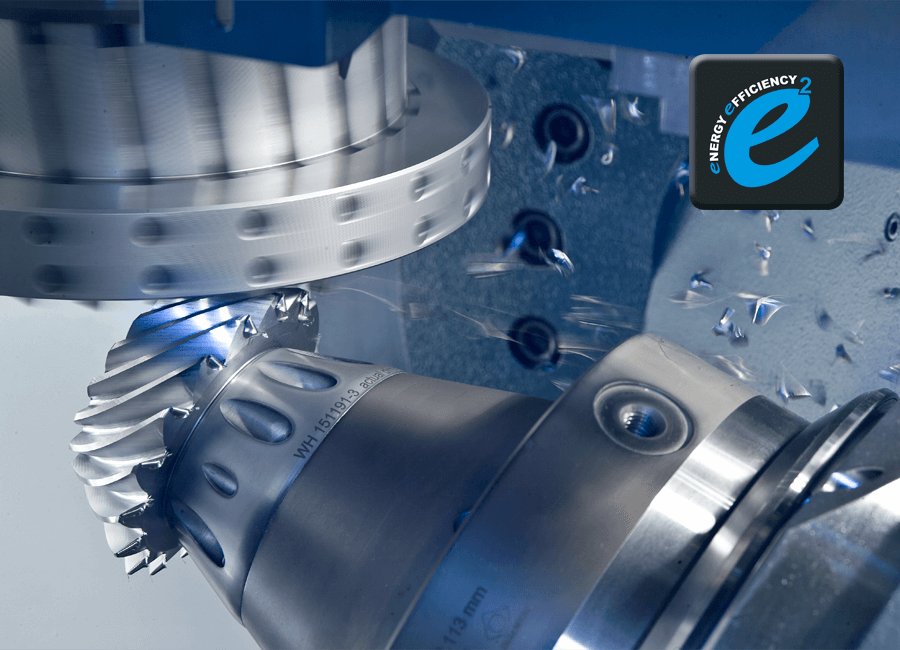
HIGHLY EFFICIENT, ENVIRONMENTALLY FRIENDLY DRY-CUTTING
高效,環保乾式切割
由於垂直概念的不斷進一步發展,OERLIKON C 30傘齒輪切割機在乾式加工方面樹立了新的標準。
該系列中的所有傘齒輪機都配備了一個耐高溫的減振機床。 切割機採用優化的各軸配置,減少了橫向路徑,從而顯著降低了驅動部件的負載,同時加強了整個系統的結構。 使用PULSAR方法,整合去毛刺工具還可提供最高的生產率和最大的過程安全性。 可選配的Power Skiving方法可以實現更高的機器靈活性和生產率。
OVERVIEW 概述
- 通過最少的移動路徑不斷進一步發展垂直概念
- 具備最佳化衰減特性的新材料,同時提供極其堅硬的結構和熱穩定性
- 去毛刺功能與齒輪切削使用相同的整合夾持
- 帶觸控螢幕和清晰畫面佈局的新操作軟體
- 垂直主軸配置使工件夾持裝置易於更換
- 可選配Power Skiving適用於內齒/外齒輪加工,使用圓柱形堅固刀具
HIGHLIGHT 亮點
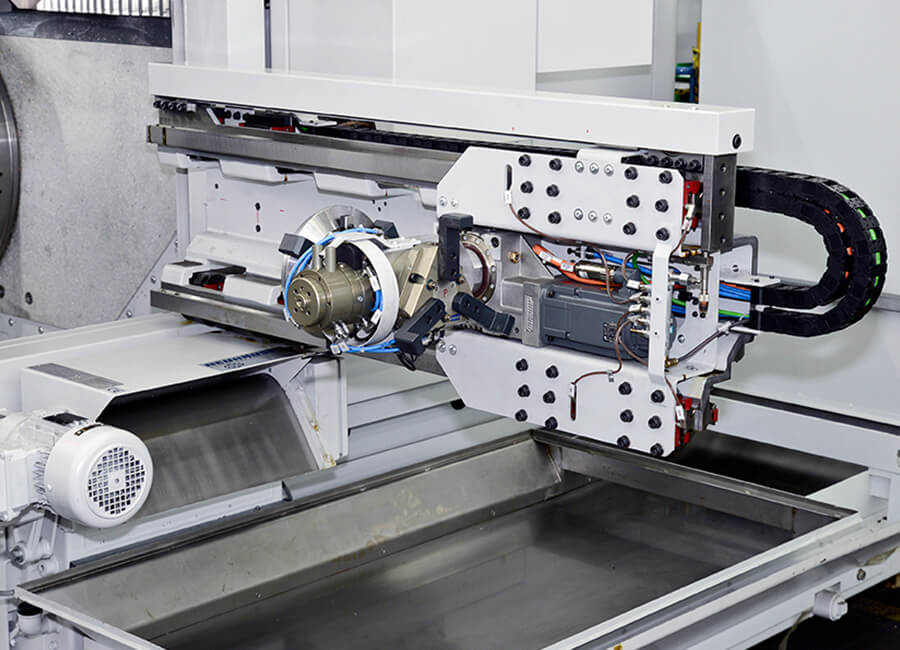
最佳化切屑流動的垂直軸概念
◼ 各自獨立的工作區以保護各驅動件
◼ 基礎建立於引領潮流的高速加工
◼ 優化的各軸配置可實現最佳化的製程監控
◼ 動態部件不受工作室內外切屑的破壞損傷
◼ 透過設備的能量回收和依照需求控制實現能源效率最佳
 ◼ 加工時間短,刀具耗損低,有利於經濟地生產製程降低生產成本
◼ 加工時間短,刀具耗損低,有利於經濟地生產製程降低生產成本◼ 在生產過程中進行線上測量以及機器中校正的自動計算為生產製程提供了品質保證
◼ 透過溫度補償確保刀具在整個使用壽命期間的高度切銷品質
◼ 通過軟體設置進行自動節距補償,可以在面銑加工過程中獲得最佳品質
◼ 透過智能製程控制(選配)最佳化化加工流程、縮短加工時間、增加刀具壽命
最短的設置時間
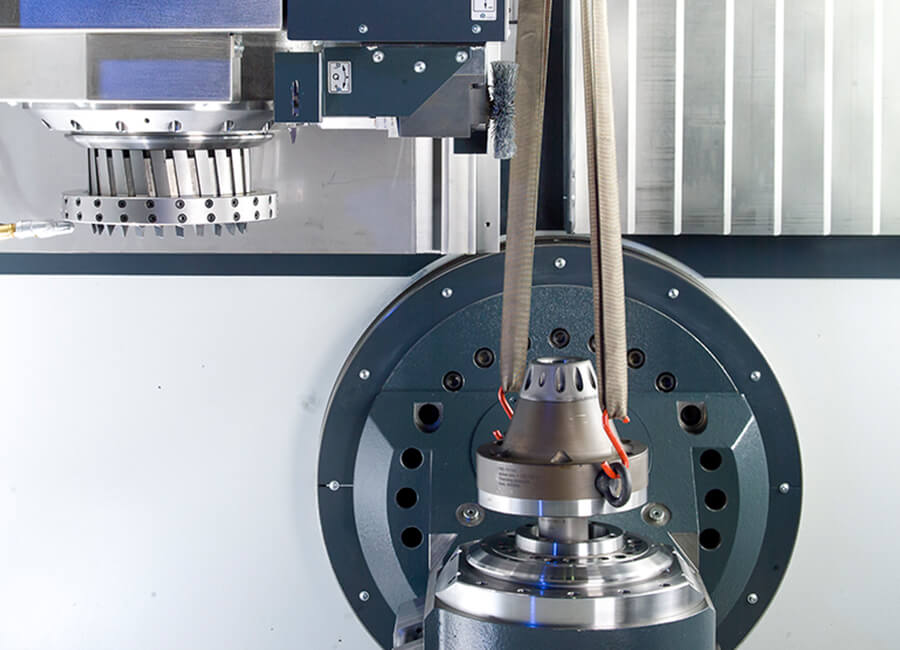
◼ Bayonet connector(卡座式連接器) 快速夾持裝置的更換速度
◼ 整合型工件測量系統,實現自動化品質監控和更快的生產加工與工件替換
◼ 刀具破損監控可實現快速響應,最大幅地減少停機時間
高速工件更換減少多餘的輔助時間
◼ 標準化的Profibus控制界面,可輕鬆與外部自動化整合
◼ 整合的NC各軸意味著加工過程和工件更換的智能協調
◼ 自動更換工件,包括通過Power-Skiving切割的圓柱齒輪
閉迴路Power Skiving製程設計與圓柱齒輪生產
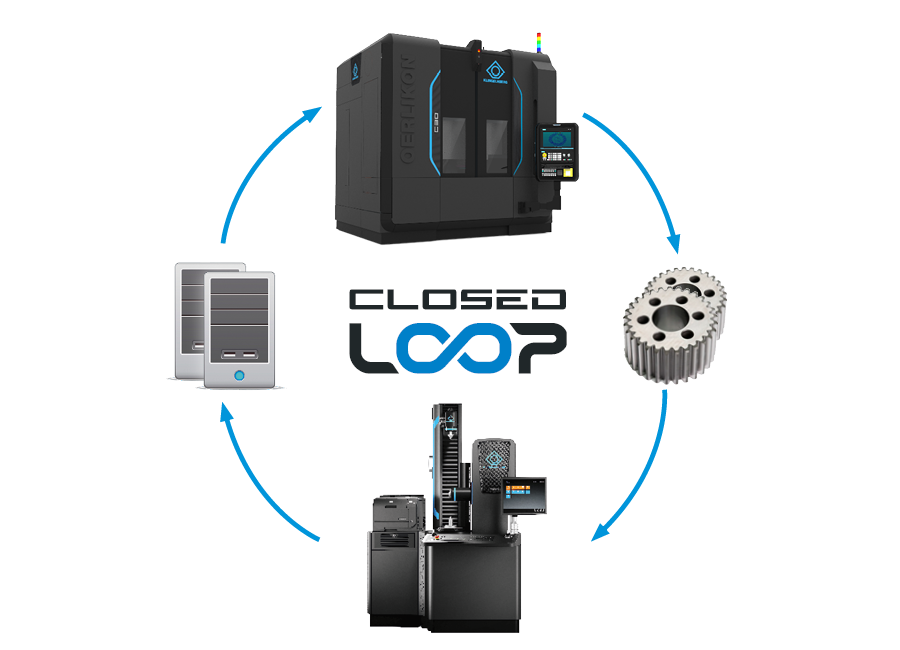
◼ 自動校正齒腹和齒形偏差以及齒厚
◼ 靈活的多樣切割策略製程數據輸入可實現並驗證的工件品質
◼ 高分度精度的連續製程
PULSAR彈性去毛刺
◼ 輕鬆裝載的中控去毛刺製程可最大限度地縮短裝載的輔助時間
◼ 多樣化的齒面去毛刺計算
◼ 去毛刺設計,包括Power Skiving生產的外部齒輪
產品規格
| 應用範圍 | 連續分度 | 單分度 |
|---|---|---|
| 工件數據 | ||
| 工件直徑 (最大) | Ø 280 mm | |
| 法向模數範圍(最小-最大) | 1.5 - 6.5 mm | |
| 齒寬(最大) | 58 mm | |
| 最小/最大螺旋角 | 0°/60° | |
| 最小/最大齒數 | 6/180。 | |
| 最小/最大傳動比 | 1:1/1:10。 | |
| 刀具數據 | ||
| 成型銑刀刀頭直徑 | 39 - 105 mm | 3,25" - 7,5" |
| 刀條組數量(連續) | 5 - 19。 | - |
| 成型銑刀刀頭主軸(A軸) | ||
| 測針架直徑:Gleason 外錐號 14; 1:24。 | Ø 58.227 mm | |
| 成型銑刀刀頭主軸轉速(最大) | 1,500轉/分 | |
| 工件主軸(B軸) | ||
| 測針架直徑:奧利康外錐 1:4 | Ø 140.11 mm | |
| 測針架直徑:奧利康內錐號 39; 1:19,764。 | Ø 99.258 mm | |
| 工件主軸的流量 | Ø 93 mm | |
| 工件主軸轉速(最大) | 1,500轉/分 | |
| 常規機床參數 | ||
| 總連接功率 | 40 kVA | |
| 機床尺寸(長 x 寬 x 高)約 | 4,500 x 3,410 x 2,900 mm | |
| 淨重大約。 | 20,000 | |
◼ 最大數值是否能組合使用,需要進一步測試。
◼ 原廠保留修改技術參數的權力。
◼ 標準版的尺寸僅用於定向。 最終所需空間取決於每台設備的獨立配置。